|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) precise extrusion modeling

精密挤出成形
2) Precision anti-extrusion forming
精密反挤压成形
3) precise extrusion
精密挤出
1.
Data of drawing velocity that is automatically measured by precise extrusion were analyzed.
对精密挤出控制系统自动测量的牵引速度数据进行了分析。
2.
The precise extrusion and the related machinery were reviewed.
介绍了精密挤出及精密挤出设备的研究现状。
3.
It was introduced that how programmable logic controller(PLC)and functional modules in control systems for precise extrusion equipment were applied to realize the control for precise extrusion.
介绍了在精密挤出成型设备控制系统中如何应用可编程序控制器 (PLC)及其各种功能模块 ,来实现精密挤出成型过程中的各种控制功能 ,并通过挤出过程中各种影响质量因素和对控制过程中的几个闭环控制系统的分析 ,来进一步说明如何实现真正意义上的精密挤出成型。
4) precision extrusion
精密挤出
1.
The effects of second heat-setting on the performance of Nylon precision extrusion profiles;
二次热定型工艺对尼龙精密挤出型材性能的影响
2.
Based on analysis of influences of technological and equipment factors on the instabilities of extrusion and precision of the extrudate,the investigation on axial fluctuation and transverse fluctuation of the precision extrusion was carried out.
在分析不稳定挤出工艺和设备因素的影响和制品精密度的基础上 ,提出了精密挤出在轴向和横向的波动。
3.
The technological and mechanical factors affecting the precision extrusion of polymer were reviewed with 18 references.
研究了影响高聚物精密挤出的工艺因素和装备因素,提出了高聚物精密挤出的概念,论述了实现高聚物精密挤出的可行性,分析了实现高聚物精密挤出过程的具体措施和手段。
5) extrusion molding
挤出成形
1.
The blending technology and the improvement of the mixed silicone rubber for extrusion molding with 2, 4-dichlorobenzoyl peroxide, including the low hardness mixed silicone rubber, the mixed silicone rubber with no connection with cored wires, high electric strength mixed silicone rubber.
介绍了用2,4-二氯过氧化苯甲酰作硫化剂的挤出成形用混炼硅橡胶(包括低硬度混炼硅橡胶、不粘连芯线的混炼硅橡胶、高电气强度电线用混炼硅橡胶)的配制方法及改进其加工和表面性能的方法;同时,还介绍了用甲基苯甲酰类过氧化物作硫化剂时改进混炼硅橡胶表面性能的方法(包括添加含氢硅油、硅藻土、二烷基过氧化物或过氧化苯甲酰以及细化硫化剂粒子)。
2.
The blending technomogy of the mixed silicone rubber for extrusion molding with other organic peroxide as curing agent was introduced.
介绍了用二叔丁基过氧化己甲酰作硫化剂的挤出成形混炼硅橡胶的配制方法、通过添加水分捕捉剂及抑制剂、特定结构的聚醚改性硅油、特定结构的有机过氧化物改善加成型挤出成形混炼硅橡胶的贮存稳定性、减少制品内部气泡的方法,以及通过添加硫化剂分解产物的清除剂、含氢硅油或采用复合硫化剂的不需二次硫化的混炼硅橡胶的配制。
6) hot extrude
热挤出成形
1.
Mechanical properties and anisotropies of hot extrude AZ31 alloy thin sheets at room temperature;
对商业化的热挤出成形的AZ31变形镁合金板料(厚度为1 mm,宽度为100 mm)的常温力学成形性能进行了研究。
补充资料:精密外罩的成形工艺及模具
摘 要: 分析了外罩的工艺性能和材料性能,叙述了精密外罩的成形工艺及其模具结构。
关键词: 精密外罩;成形工艺;模具结构 1 引言 图1所示零件是某型号仪表外罩,其材料为铁镍合金1J50。在型号生产中,该外罩件制造一直是使用棒料车加工成形,原材料浪费大,生产效率低,经济成本高。大批量生产要求使用模具引伸成形后再车加工成形,以提高生产效率,降低成本。 该外罩零件采用厚1.5-0.11mm板料冲压制造的工艺流程是:落料-引伸成形-车切止口。其中的引伸成形在研制试模中,容易发生底部破裂,表面划伤严重,内外圆的尺寸误差大、圆度低,后续车加工止口困难。针对性地从引伸工艺和模具结构两方面进行分析、准确计算、改进是保证精密外罩件引伸成功的关键。 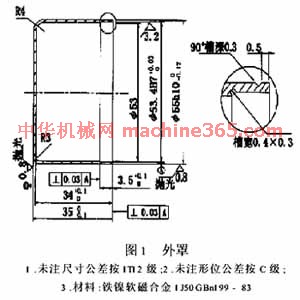
2 引伸工艺分析 2.1外罩的工艺性分析 图1所示杯形外罩件,筒壁厚1mm,底部圆角半径R3,圆筒内外圆的直径公差分别是ITI2、ITI0级,均高于ITl3级(引伸件横断尺寸公差,一般都在ITI3级以下),内外圆的形状误差是由尺寸公差控制的,分别是10级、8级(GB1184-80)的车加工要求;口部车加工止口 ,尺寸精度高、车加工余量小;内外圆的表面粗糙值低,质量要求高。 ,尺寸精度高、车加工余量小;内外圆的表面粗糙值低,质量要求高。 精车加工要求的外罩件尺寸精度高,表面质量要求高,引伸成形的难度大,需要进行准确的工艺计算,合理的结构设计;内外圆的尺寸公差难以保证,需要后续工序整修。 2.2 外罩件的材料分析 图1所示外罩件材料为1J50的铁镍软磁合金,主要合金元素镍含量为50%,由于镍元素的导热性差、亲合性强,导致该合金材料在引伸过程中产生热积瘤粘模而划伤零件表面。 从表1可知1J50材料,在冷硬态和软态的力学性能相差较大,冷硬态的屈强比 值(0.875)大,延伸性能差;在软态下的屈强比 值(0.875)大,延伸性能差;在软态下的屈强比 值(0.326)小,延伸性能好。实践表明该材料极易产生冷作硬化,冷硬状态下拉伸成形是造成底部破裂的主要原因。 值(0.326)小,延伸性能好。实践表明该材料极易产生冷作硬化,冷硬状态下拉伸成形是造成底部破裂的主要原因。 因此,首次引伸前就应对毛坯件进行软化热处理,提高材料的塑性,同时采用良好的润滑措施,减小引伸过程中的摩擦,克服粘模和底破裂的现象。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|