|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) on-line adjustment

在线调整
1.
This paper introduces the on-line adjustment principle and the process of safety valve adjustment,application of on-line adjustment device in safety valve adjustment of boiler in power station.
介绍了安全阀的在线调整原理、调整过程及在线调整装置在电站锅炉安全阀调整中的应用。
2) on-line tuning
在线调整
1.
In order to overcome the drawback of the generalized predictive control(GPC) in the parameters tuning,a new GPC based on the design of double softness parameters is presented by using BP neural networks,in which the on-line tuning of the input softness parameter and the output one is achieved.
针对广义预测控制算法中控制参数整定困难这一缺点,利用BP神经网络,提出一种基于双柔化系数设计的广义预测控制算法,实现了广义预测控制中输入输出柔化系数的在线调整。
3) on-line self-adjustment
在线自调整
1.
An improved PI controller adopting on-line self-adjustment technique of proportional control and recursive integral control is proposed to regulate the active part absorbing or releasing active power.
针对注入式混合有源电力滤波器(HAPF)实际应用过程中出现的电网基波和谐波电压致使有源部分分压过高并向其传送能量,从而与逆变器产生的电网谐波补偿能量相抑制形成能量脉动,并导致直流侧电压的波动乃至抬升的现象,建立了有源部分逆变器两侧的能量平衡数学模型,在此基础上提出了基于比例增益在线自调整结合递推积分的改进型PI控制器,控制有源部分吸收或释放一定的有功功率,结合检测注入支路回灌谐波电流控制逆变器产生与之相反的抑制电流来抑制能量脉动,然后联合电网谐波电流跟踪控制以获得系统参考信号。
2.
This paper aims at the computer process control system , introducing on-line self-adjustment paramenter fuzzy controller and applying to control the liquid-position,temperature.
本文针对微机过程控制系统,介绍了在线自调整参数模糊控制器,并将其应用于液位、温度等控制。
4) Online self-tuning
在线自调整
1.
The selfadaptive fuzzy-PID composite control is implemented via the fuzzy switching arithmetic based on trapezoidal membership function and the online self-tuning arithmetic with quantized and proportional factors based on variable universe and human simulating intelligence.
采用基于梯形隶属函数的模糊切换算法以及基于变论域和仿人智能思想的量化因子和比例因子的在线自调整算法实现了自适应模糊PID复合控制,并将此改进算法用于PCR芯片智能温度控制系统中,使控制系统获得了良好的动态特性和稳态性能、较强的鲁棒性及适应性。
5) on-line self adjustment technique
在线自调整技术
6) online roller gap regulation
在线辊缝调整
补充资料:CAXA-V2线切割软件在DK7725e线切割机床上的应用
目前我国有大量的装有早期操作系统的数控设备,如何对其进行升级使这些设备重新焕发青春是摆在大家面前的一个很重要的问题。本文所介绍的正是这样的一个实例,文中所叙述的内容不仅对同类设备的改造具有现实意义,而且对其他类似设备的升级也有一定的借鉴作用。 苏州三光的DK7725e线切割机床的操作系统是基于DOS平台上的,而CAXA-V2线切割软件是在Windows 98平台上开发的应用软件。显然,我们无法直接将CAXA-V2线切割软件安装到DK7725e线切割机床的操作系统中。解决这一问题的关键是寻找二者的共同之处,那就是机床的后置处理和传输功能单元,即G代码程序。 一、CAXA-V2线切割软件方面的操作 1.进入绘图界面 在装有CAXA-V2线切割软件的计算机桌面上点击图标,进入该软件的绘图界面。 2.绘制零件图
在软件的绘图区域中绘制线切割加工零件图,如图1所示。
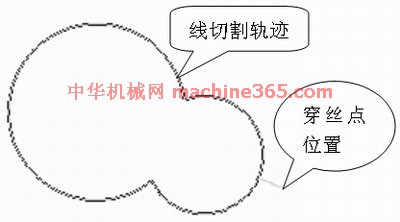
图1 线切割加工零件 3.生成加工轨迹 利用“轨迹生成”指令,生成线切割加工零件的加工轨迹,同时确定穿丝点位置和补偿量。 4.添加后置处理 由于CAXA-V2线切割软件并未提供DK7725e线切割机床的“后置处理和传输”,需要手工添加,具体操作过程如下: (1)点击CAXA-V2线切割软件的“后置处理和传输”图标,绘图区会弹出一个对话框。
(2)选中“增加机床”图标,在弹出的对话框中用键盘输入“BKDC”后,按确定键返回,如图2所示。
(3)在“后置处理和传输”的对话框中,按苏州三光的DK7725e线切割机床的“后置处理和传输”参数,手工输入相应的参数和指令,如图3所示。
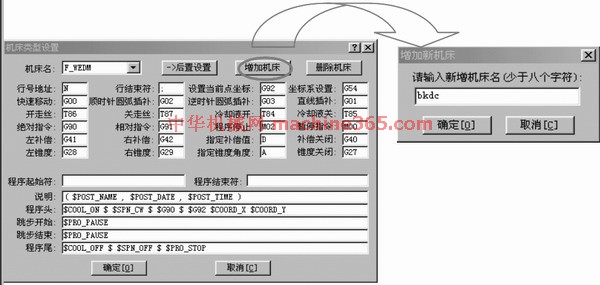

图3 机床类型设置
(4)在“后置处理和传输”的对话框中点击“后置处理设置”后,相应地也会弹出一个对话框。该对话框中的参数要求也按苏州三光的DK7725e线切割机床的“后置处理设置”参数来设置,如图4所示。

图4 后置处理设置 5.生成G代码 完成上述设置后,点击“代码生成”指令,选择“G代码生成”后,再选中线切割加工零件的加工轨迹,该轨迹图线将由绿色变为红色,最后点击鼠标右键,弹出记事本对话框显示相应的G代码加工程序,如图5所示。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|