1) cutting model of abrasive particle

磨粒切削模型
1.
Cup wheel is investigated in this paper which includes cutting model of abrasive particle, computer model of face grinding and optimization of technological parameters etc.
本文包括杯形砂轮的磨粒切削模型、计算机模型,以及工艺参数的优化研究等内容。
2) cutting wear particles
切削磨粒
1.
The 500 samples of the spherical and cutting wear particles were collected by each of the following three ways: the test, the field collection, and the photo of wear particles.
选取 FAENA法作为计算磨粒分形维数方法 ,用试验法、现场收集和磨粒相片 3种方法收集了球形磨粒和切削磨粒各 5 0 0个样本 ,并进行了轮廓分形维数计算 。
3) abrasive grit cutting edge
磨粒切削刃
4) grinding model
磨削模型
1.
This article analyses the material - removal mechanisms in grinding ceramics, and advertences the grinding model of ceramics semi - ductile regime grinding.
对氮化硅陶瓷磨削表面进行实验观察,从理论上分析了陶瓷材料的加工机理,提出了陶瓷的半延展性磨削模型。
5) Cutting Model
切削模型
1.
According to this difference, a cutting model of longitudinal ultrasonic cutting was established.
根据它们的差别作者建立了磨粒纵向超声振动切削模型 ,得到了纵向超声振动珩磨临界速度的新概念及其计算公式。
2.
By analyzing the defect of the Lee-Shaffer cutting model and emphasizing the existence of work harden process in the chip formation, an improved metal cutting model based on the linear reinforced elastic and plastic material is established.
分析了Lee—Shaffer刚塑性滑移线场切削模型的不足 ,强调切屑形成过程中存在加工硬化 ,据此建立了基于线性强化弹塑性材料的切屑卷曲模型 ,定义了衡量切屑卷曲程度的参数———刀—屑接触长度比λ,并通过切削试验对新的切屑卷曲模型进行了验证。
3.
In this paper,a cutting model was established to describe the chip flow angle of double-edge oblique cutting with nonzero nominal rake and inclination angles,and,two derivative models were deduced from the model respectively for the cutting depth and the feed.
通过建立切削模型,并根据切削深度和进给量的不同,导出两种不同的模型,系统地研究了前角、安装倾角、刀尖角、进给量和切削深度变化时流屑角的变化规律,并通过实验进行验证。
6) grain depth of cut
磨粒切削深度
补充资料:切削加工:珩磨
用镶嵌在珩磨头上的油石(也称珩磨条)对精加工表面进行的精整加工(见切削加工)。珩磨主要用于加工孔径为5~500毫米或更大的各种圆柱孔﹐如缸筒﹑阀孔﹑连杆孔和箱体孔等﹐孔深与孔径之比可达10﹐甚至更大。在一定条件下﹐珩磨也能加工外圆﹑平面﹑球面和齿面等。圆柱珩磨的表面粗糙度一般可达R0.32~0.08微米﹐精珩时可达R0.04微米以下﹐并能少量提高几何精度﹐加工精度可达IT7~4。平面珩磨的表面质量略差。
珩磨一般采用珩磨机﹐机床主轴与珩磨头一般是浮动联接﹔但为了提高纠正工件几何形状的能力﹐也可以用刚性联接。珩孔时﹐珩磨头外周一般镶有2~10根油石﹐由机床主轴带动在孔内旋转﹐并同时作直线往复运动﹐这是主运动﹔同时通过珩磨头中的弹簧或液压力控制油石均匀外涨﹐对被加工的孔壁作径向进给。图1 内圆珩磨示意图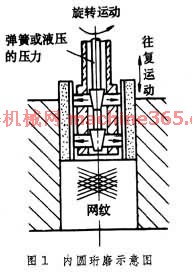 为内圆珩磨示意图。珩磨头每分钟往复次数与转数之比应取非整数﹐使磨料在工件表面形成的加工痕迹成为交叉的网纹而不相重复。图2 珩磨运动轨迹
为内圆珩磨示意图。珩磨头每分钟往复次数与转数之比应取非整数﹐使磨料在工件表面形成的加工痕迹成为交叉的网纹而不相重复。图2 珩磨运动轨迹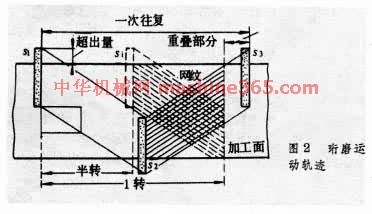 为单条油石在孔内珩磨时的运动轨迹。油石上下往复一次﹐工件回转一圈多。粗珩油石的磨料粒度为120~180﹐精珩用W28以下的细粒度油石。油石宽为3~20毫米﹐长度约为孔长的1/3~3/4。油石在孔内往复移动时﹐两端超越孔外的长度不宜大于油石全长的1/3﹐否则易产生喇叭口﹔但超程小于油石长度1/4时﹐又会使孔呈鼓形。外圆﹑平面的珩磨原理和操作要求与内圆珩磨相同。
为单条油石在孔内珩磨时的运动轨迹。油石上下往复一次﹐工件回转一圈多。粗珩油石的磨料粒度为120~180﹐精珩用W28以下的细粒度油石。油石宽为3~20毫米﹐长度约为孔长的1/3~3/4。油石在孔内往复移动时﹐两端超越孔外的长度不宜大于油石全长的1/3﹐否则易产生喇叭口﹔但超程小于油石长度1/4时﹐又会使孔呈鼓形。外圆﹑平面的珩磨原理和操作要求与内圆珩磨相同。
珩磨余量一般不超过0.2毫米。珩磨的圆周速度﹐对钢材加工约为15~30米/分﹐对铸铁或有色金属加工可提高到50米/分以上﹔珩磨的往复速度不宜超过15~20米/分。油石对孔壁的压力一般为0.3~0.5兆帕﹐粗珩时可达1兆帕左右﹐精珩可小于0.1兆帕。由于珩磨时油石与工件是面接触﹐每颗磨粒对工件表面的垂直压力只有磨削时的1/50~1/100﹐加上珩磨速度低﹐故切削区的温度可保持在50~150℃范围内﹐有利于减小加工表面的残余应力﹐提高表面质量。为了冲刷切屑﹐避免堵塞油石﹐同时降低切削区温度和降低表面粗糙度﹐珩磨时采用的切削液要有一定的工作压力并经过滤。切削液大都采用煤油﹐或煤油加锭子油﹐也有采用极压乳化液的。
珩磨一般采用珩磨机﹐机床主轴与珩磨头一般是浮动联接﹔但为了提高纠正工件几何形状的能力﹐也可以用刚性联接。珩孔时﹐珩磨头外周一般镶有2~10根油石﹐由机床主轴带动在孔内旋转﹐并同时作直线往复运动﹐这是主运动﹔同时通过珩磨头中的弹簧或液压力控制油石均匀外涨﹐对被加工的孔壁作径向进给。图1 内圆珩磨示意图
为内圆珩磨示意图。珩磨头每分钟往复次数与转数之比应取非整数﹐使磨料在工件表面形成的加工痕迹成为交叉的网纹而不相重复。图2 珩磨运动轨迹 为单条油石在孔内珩磨时的运动轨迹。油石上下往复一次﹐工件回转一圈多。粗珩油石的磨料粒度为120~180﹐精珩用W28以下的细粒度油石。油石宽为3~20毫米﹐长度约为孔长的1/3~3/4。油石在孔内往复移动时﹐两端超越孔外的长度不宜大于油石全长的1/3﹐否则易产生喇叭口﹔但超程小于油石长度1/4时﹐又会使孔呈鼓形。外圆﹑平面的珩磨原理和操作要求与内圆珩磨相同。 珩磨余量一般不超过0.2毫米。珩磨的圆周速度﹐对钢材加工约为15~30米/分﹐对铸铁或有色金属加工可提高到50米/分以上﹔珩磨的往复速度不宜超过15~20米/分。油石对孔壁的压力一般为0.3~0.5兆帕﹐粗珩时可达1兆帕左右﹐精珩可小于0.1兆帕。由于珩磨时油石与工件是面接触﹐每颗磨粒对工件表面的垂直压力只有磨削时的1/50~1/100﹐加上珩磨速度低﹐故切削区的温度可保持在50~150℃范围内﹐有利于减小加工表面的残余应力﹐提高表面质量。为了冲刷切屑﹐避免堵塞油石﹐同时降低切削区温度和降低表面粗糙度﹐珩磨时采用的切削液要有一定的工作压力并经过滤。切削液大都采用煤油﹐或煤油加锭子油﹐也有采用极压乳化液的。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条