|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) off-line programming software

离线编程软件
2) Off-line programming software RobotStudio~(TM)
离线编程软件RobotStudio~(TM)
3) wirecutting programming software
线切割编程软件
4) software programming
软件编程
1.
It expounded its basic structure,working principle,software programming ,debugging and system maintenance,etc.
介绍了PLC在湛江电厂3号锅炉飞灰含碳检测系统中的应用,阐述了其基本的组成、工作原理、软件编程及调试与维护等,并从经济和技术角度对系统进行了分析。
2.
According to the hardware block diagram,the reverse process of backup UPS and related software programming are also analysed in this paper.
并且根据硬件设计框图,具体分析了后备式UPS的逆变过程和相关的软件编程。
3.
The paper gives a brief introduction on reforming electrical control system for non-oxygen copper base draw production line of Xinxiang Non-oxygen copper general factory,and this project is an important project invested by the government,and mainly describes working principle of the servo position control system for the draw production line, software programming and its explanation.
介绍国家九五重点投资项目新乡无氧铜材总厂铜坯牵引电气控制系统的改造方案 ,铜坯引出机中采用伺服定位控制系统工作原理、软件编程及说明。
5) programming software
编程软件
1.
Give an introduction about programming software EZCODE of WEDM and it's application and it's merits.
通过实例介绍了线切割编程软件EZCODE的应用及其优点。
2.
Discussion of how to user the database and programming software implementation of protocol and standards entry、 query,so that implementation of information management,improve work efficiency ;and gradually raise the level of unit management to propose solution.
讨论如何使用数据库及编程软件实现规程及标准的录入、查询,使其实现信息化管理,为提高工作效率,逐步提高了管理水平提出了解决办法。
6) software program
软件编程
1.
Intelligence control of SMPS is realized by software program.
文中在简单介绍高频开关电源的工作原理基础上,以通信用-48V开关电源为功率转换部分,89C51单片机为控制核心,对开关电源的控制部分进行优化设计,详细阐述了其工作原理,并通过软件编程实现了对开关电源的智能控制。
补充资料:CAXA-V2线切割软件在DK7725e线切割机床上的应用
目前我国有大量的装有早期操作系统的数控设备,如何对其进行升级使这些设备重新焕发青春是摆在大家面前的一个很重要的问题。本文所介绍的正是这样的一个实例,文中所叙述的内容不仅对同类设备的改造具有现实意义,而且对其他类似设备的升级也有一定的借鉴作用。 苏州三光的DK7725e线切割机床的操作系统是基于DOS平台上的,而CAXA-V2线切割软件是在Windows 98平台上开发的应用软件。显然,我们无法直接将CAXA-V2线切割软件安装到DK7725e线切割机床的操作系统中。解决这一问题的关键是寻找二者的共同之处,那就是机床的后置处理和传输功能单元,即G代码程序。 一、CAXA-V2线切割软件方面的操作 1.进入绘图界面 在装有CAXA-V2线切割软件的计算机桌面上点击图标,进入该软件的绘图界面。 2.绘制零件图
在软件的绘图区域中绘制线切割加工零件图,如图1所示。
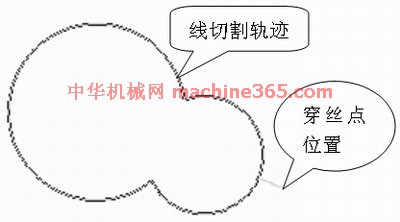
图1 线切割加工零件 3.生成加工轨迹 利用“轨迹生成”指令,生成线切割加工零件的加工轨迹,同时确定穿丝点位置和补偿量。 4.添加后置处理 由于CAXA-V2线切割软件并未提供DK7725e线切割机床的“后置处理和传输”,需要手工添加,具体操作过程如下: (1)点击CAXA-V2线切割软件的“后置处理和传输”图标,绘图区会弹出一个对话框。
(2)选中“增加机床”图标,在弹出的对话框中用键盘输入“BKDC”后,按确定键返回,如图2所示。
(3)在“后置处理和传输”的对话框中,按苏州三光的DK7725e线切割机床的“后置处理和传输”参数,手工输入相应的参数和指令,如图3所示。
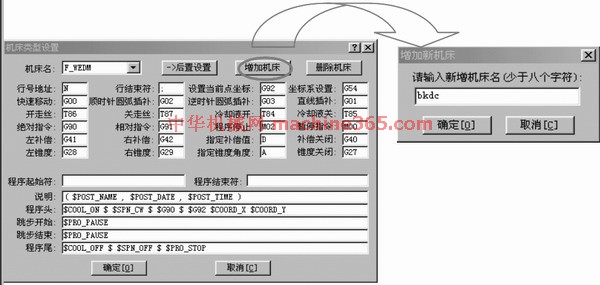

图3 机床类型设置
(4)在“后置处理和传输”的对话框中点击“后置处理设置”后,相应地也会弹出一个对话框。该对话框中的参数要求也按苏州三光的DK7725e线切割机床的“后置处理设置”参数来设置,如图4所示。

图4 后置处理设置 5.生成G代码 完成上述设置后,点击“代码生成”指令,选择“G代码生成”后,再选中线切割加工零件的加工轨迹,该轨迹图线将由绿色变为红色,最后点击鼠标右键,弹出记事本对话框显示相应的G代码加工程序,如图5所示。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|