
青岛建筑工程学院机电学院(山东青岛 266033) 田福祥
[摘要]弯曲扭转复合成形有一定难度。本文给出了实用的弯曲扭转复合模结构,论述了模具工作原理。该复合模采用垂直浮动模块和水平移动滑块,在压力机一次行程中完成弯曲、扭转和矫正工序。工作效率高,成形零件精度高。
关键词 弯曲 扭转 复合模
1 成形零件和模具结构
图l是某一电器产品上的零件,材料为08钢,厚度为1mm,生产批量大。该零件成形包含两端圆弧的弯曲工序和中部90度的扭转工序。该零件的弯曲扭转复合模结构如图2所示,用在J23—25型机械压力机上,使零件一次冲压成形。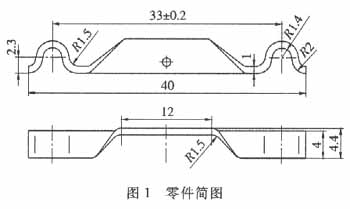
2模具工作过程
(1)模具初始状态和毛坯定位。冲压前,浮动模块10在橡胶(装在下模座13的下面,图面所限,图中未示出)弹顶力和围框4作用下处于其上极限位置,滑块12在弹簧14和浮动模块lo作用下处于其偏离模具中心的极限位置(参见图2的左视图)。橡胶的最小弹顶力(橡胶被上模压缩变形初始时刻的张力,等于橡胶的预紧力)必须大于工件两端圆弧弯曲成形所需的压力。毛坯放在浮动模块10上,靠定位板8和9定位。
(2)两端圆弧弯曲。上模下行,先由凸模6与浮动模块10使工件两端圆弧成形。此时,橡胶未被压缩(模具装配时的预压变形除外),浮动模块10和滑块12静止不动,仍处于其初始位置。
(3)中间部分扭转。上模继续下行时,在凸模6和两个螺杆7压力作用下,浮动模块下移(橡胶被压缩),工件则被凸模6和浮动模块lo夹持着下移,工件中间部分沿滑块12上端斜面扭转90’。
(4)工件矫正整形。随着上模继续下行,浮动模块10下端斜面使滑块12向中心移动,将下件矫正整形,使工件最终成形。
(5)工件出模。上模上升,工件留在浮动模块10上,橡胶的弹顶力将浮动模块顶至具上极限位置,操作者从浮动模块上取下上件。
3 几点说明
(1)凸模的固定。由于凸模6的横截面轮廓为长方形(非圆形),且尺寸较小,故采用铆接固定工艺。装配时将八模6的底面铆开,然后磨平。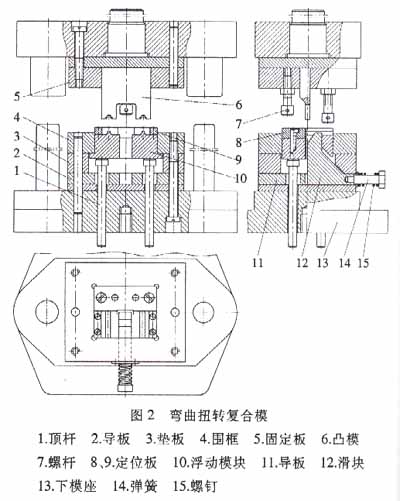
(2)螺杆的作用。凸模6与浮动模块10将下件两端圆弧成形后,上模需克服掘胶弹顶力推着浮动模块10继续下行。由于凸模与浮动模块的接触面很窄,凸模截面积小,如果上模仅通过凸模推浮动模块下移,则可能导致二种情况发生:其一固浮动模块上、下受力位置不对称,模块受力不均衡,使模块偏斜。其二,凸模受力太强,易损坏。为此,在上模的固定板5上增加两个螺杆7,两个螺杆位置关于模具中心对称,其下端一高低(分别与定位板8的上平面和浮动模块10的上平面相对应)。在工件两端圆弧成形后,两个螺杆同时分别接触定位板8和浮动模块10,并与凸模6一起克服橡胶弹顶力,推着浮动模块10下移,以保证浮动模块受力均衡,下移平稳,不发生偏斜。