|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) workability
[英][,wə:kə'biliti] [美][,wɝkə'bɪlətɪ]

可加工件
2) work pieces process
工件加工
3) processing workpiece
加工工件
1.
The coordinate value in NC machining process is related to predetermine position,size,geometry shape of the processing workpiece of the machining.
数控加工程序中的坐标值,关系着机床上加工工件的位置、尺寸和几何形状等,是数控加工程序中的重要内容。
4) Machinability
[məʃi:nə'biliti]
可加工性
1.
The Fuzzy Comprehensive Evaluation of the Machinability of Machinable Ceramics;
可加工陶瓷材料可加工性的模糊综合评判
2.
Study of the machinability of the new-developed plastic die steels;
新研制塑料模具钢可加工性研究
3.
In order to evaluate machinability of ceramics materials objectively,data envelopment analysis(DEA) model for machinability evaluation of machinable ceramic materials was established.
为了客观评价陶瓷材料的可加工性,建立了可加工陶瓷材料可加工性评价的数据包络分析模型。
5) machinable
[mə'ʃi:nəbl]
可加工
1.
Design of weak-binding and machinable Ce-ZrO_2/CePO_4 ceramic material;
弱结合、可加工Ce-ZrO_2/CePO_4陶瓷材料设计
2.
Crack propagating and machining damage of machinable Ce-ZrO2/CePO4 ceramic is investigated.
对可加工Ce-ZrO_2/CePO_4陶瓷材料中裂纹扩展及加工损伤进行了研究。
3.
Based on the weak-bonding property between CePO_4 and Al_2O_3, machinable Al_2O_3/CePO_4 composite ceramics were designed and investigated, including reparation of CePO_4, choose of raw stuff powder and sintering of composite system by pressureless sintering process, analyzing the structure and properties of materials.
基于Al_2O_3和CePO_4间的弱结合特性,在Al_2O_3中添加CePO_4组分形成弱界面,详细研究了复合体系的制备过程,包括磷酸铈粉体的制备、原料粉体的选择以及烧结制度的确定,采用无压烧结工艺制备出可加工Al_2O_3/CePO_4复合陶瓷。
6) processable period
可加工期
补充资料:线切割加工件表面质量的改善与提高
电火花线切割机按切割速度可分为高速走丝和低速走丝两种,低速走丝线切割机所加工的工件表面粗糙度和加工精度比高速走丝线切割机稍好,但低速走丝线切割机床的机床成本和使用成本都比较高,目前在国内还没有普及,而我国独创的高速走丝线切割机床它结构简单,机床成本和使用成本低,易加工大厚度工件,经近40年发展,已成为我国产量最大,应用最广泛的机床种类之一,在模具制造、新产品试制和零件加工中得到了广泛应用。
由于高速丝线切割机是采取线电极高速往复供丝的方式,线电极的损耗均匀地分布在近300米电极丝上,虽然电极丝的损耗极小,但电火花线切割机工作时影响其加工工件表面质量的因素很多,更需要对其有关加工工艺参数进行合理选配,才能保证所加工工件表面质量。
对线切割加工质量有直接影响的因素主要涉及人员、设备、材料等方面。为了改善加工工件表面质量,可以从影响最大的人为因素、机床因素和材料因素等三方面来考虑对加工质量的控制方式和改进方法。笔者在教学、科研和生产实践中对影响线切割加工工件表面质量的相关因素方面做了一些探 索和研究,积累了少许行之有效的工作经验,现介绍如下。 一、影响线切割加工工件表面质量的人为因素的控制与改善 人为因素的控制与改善主要包括加工工艺的确定和加工方法的选择,这可以通过以下几点来实现: (1)合理安排切割路线。该措施的指导思想是尽量避免破坏工件材料原有的内部应力平衡,防止工件材料在切割过程中因在夹具等的作用下,由于切割路线安排不合理而产生显著变形,致使切割表面质量下降。例如:工件与其夹持部分的分离应安排在最后,使加工中刚性较好。如下图,其中a为错误的切割路线,b为正确的切割路线。 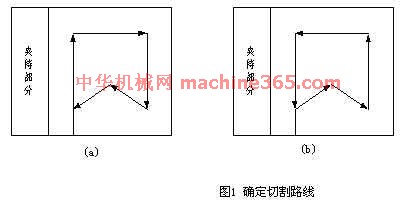
(2)正确选择切割参数。对于不同的粗、精加工,其丝速和丝的张力应以参数表为基础作适当调整,为了保证加工工件具有更高的精度和表面质量,可以适当调高线切割机的丝张力,虽然制造线切割机床的厂家提供了适应不同切割条件的相关参数,但由于工件的材料、所需要的加工精度以及其他因素的影响,使得人们不能完全照搬书本上介绍的切割条件,而应以这些条件为基础,根据实际需要作相应的调整。例如若要加工厚度为27mm的工件,则在加工条件表中找不到相当的情况,这种条件下,必须根据厚度在20mm~30mm间的切割条件做出调整,主要办法是:加工工件的厚度接近哪一个标准厚度就选择其为应设定的加工厚度。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|