|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) mine roadway in hard rock

坚硬岩石巷道
1.
8 m for the mine roadway in hard rock,the unit heading level was not high and the hard rock roadway heading level could not suite the present mine construction fast development situation,a medium deep borehole blasting was applied to improve the circulated heading level.
针对坚硬岩石巷道中浅眼爆破的炮眼深度仅为1。
2) hard-rock tunnel
硬岩巷道
1.
Blasting effectiveness is increased greatly and boring-and-blasting technology in deep-seated and hard-rock tunnel is improved.
通过对影响深部硬岩巷道爆破效果因素的分析,优化出淮南矿区不同条件下岩巷掘进用爆破器材和爆破参数,爆破效率有了很大提高,并探究出深部硬岩巷道钻爆法施工的一些经验。
3) hard rock tunnel
硬岩巷道
1.
Based on the feature of-810m hard rock tunnel of Panji No.
根据潘三煤矿-810 m硬岩巷道的特点,通过采用二级水胶炸药、双楔形掏槽、超深中心眼、反向起爆、抬高掏槽眼位置等实验,取得了较好的爆破效果。
2.
But appropriate the blasting parameters of medium deep blasting in hard rock tunnel is always a technical problem need to be solved.
而合理的硬岩巷道中深孔掘进爆破参数则一直是需要研究解决的技术难题。
3.
For the blasting construction in hard rock tunnel of highly gassy mine, specification for Coal Mine Safety regulate that triple permitting coal-mining explosive, positive direction charge and millisecond detonator are adopted.
高瓦斯矿井的硬岩巷道爆破施工,在《煤矿安全规程》规定采用三级的煤矿许用炸药,正向装药,雷管的最后一段延时不超过130 ms的条件下,根据岩石的力学特性进行爆破参数的合理设计,采用斜眼不同阶微差深部掏槽爆破技术,小直径钻头钻进以节省钻眼时间,采用串并联网路,各串联电阻值基本相等,每段起爆的药量尽量相等。
4) hard rock
坚硬岩石
1.
Characters near strong impact loading zone in hard rock;
坚硬岩石在强冲击荷载作用近区的性状研究
2.
Aiming at the problem of poor blasting effects that exists universally in hard rockst,he middle deep hole blasting tests were done in hard rock tunnels at Shuangyang Mine;and the blasting test results of different kinds of cutting forms have been gotten.
针对普遍存在的硬岩中爆破效果差的问题,在双阳煤矿坚硬岩石巷道进行中深孔爆破试验,得到各种不同掏槽形式爆破的试验效果,通过比较得出复式桶式掏槽完全适合于中深孔爆破,炮眼利用率高。
3.
This paper expounds the Application of presplit controlled blasting technique in the hard rock blast,and introduces the general situation of the engineering,the design scope,the drill-and-blast technical parameters,the structure of charging and explosive load,the blasting network,and the firing order,etc.
阐述了预裂控制爆破技术在坚硬岩石爆破中的应用,介绍了工程概况、设计范围、钻爆技术参数、布孔方式、装药结构及装药量、爆破网络、起爆顺序等。
5) hard rocks
坚硬岩石
1.
Through analysing the drillability and blastability of hard rocks according to characters of hard rocks, suitable blasting parameters and operation way are selected, and good blasting effect is obtained.
针对坚硬岩石岩性特征 ,通过对其可钻性与可爆性分析 ,选取适宜的爆破参数及作业方式 ,获得良好的爆破效果。
6) rock tunnel
岩石巷道
1.
In order to solve the shortcoming of traditional explosion w;dge-shaped excavation in Da'anshan Mine, improve the rate of excavation and reduce the consumption of explosive materials, a series of excavation shapes are applied and experimented in the rock tunnel excavate.
针对大安山煤矿传统的楔形掏槽爆破方式存在的弊端,本文提出在该矿进行新型掏槽实验研究,用以增加岩石巷道掘进效率和减少掘进爆破材料消耗。
2.
This paper reviews current rock tunneling slow constrain coal production sustainability issues, Through the design of blasting parameters,labor organizations and other means to achieve optimization of rock tunnel boring fast.
本文针对目前岩石巷道掘进速度慢,制约煤矿可持续性生产的问题进行研究,通过爆破参数设计、劳动组织优化等手段实现岩石巷道快速掘进。
补充资料:超硬刀具及其在硬车削加工中的应用
随着现代科学技术的发展,各种高硬度的工程材料越来越多地被采用,而传统的车削技术难以胜任或根本无法实现对某些高硬度材料的加工。涂层硬质合金、陶瓷、PCBN等超硬刀具材料因其具有很高的高温硬度、耐磨性和热化学稳定性,这为高硬度材料的切削加工提供了最基本的前提条件,并在生产中取得了明显效益。 超硬刀具及其选用 超硬刀具采用的材料及其刀具结构和几何参数是实现硬车削的基本要素,因此,如何选择超硬刀具材料,设计出合理的刀具结构和几何参数对稳定实现硬车削是十分重要的。 1,超硬刀具材料及其选用 涂层硬质合金 在韧性较好的硬质合金刀具上涂覆1层或多层耐磨性好的TiN、TiCN、TiAlN和Al3O2等,涂层的厚度为2~18µm,涂层通常具有比刀具基体和工件材料低得多的热传导系数,减弱了刀具基体的热作用;另一方面能有效地改善切削过程的摩擦和粘附作用,降低切削热的生成。 涂层按生成方法可分为物理气相沉积(PVD)与化学气相沉积(CVD)2种。PVD涂层(2~6µm)主要包括TiN、TiCN、TiAlN等,其成分还在不断地增加,如TiZrN。TiN和TiC涂层的最高压力分别可达到3580MPa和3775MPa,TiAlN涂层因缺乏可靠的弹性模量数据而得不到准确的压应力值,高速切削实验结果表明TiAlN性能最好。图1为这3种涂层硬度随温度变化的情况,在室温下硬度最高,当温度超过[Y;\时,TiAlN涂层的硬度高于TiCN和TiN涂层。图2为加工镍基高温合金Inconel178时用2种切削速度v1=193.5m/min和v2=380m/min条件下的刀具寿命,实验表明TiCN和TiAlN涂层的切削性能明显优于TiN涂层。 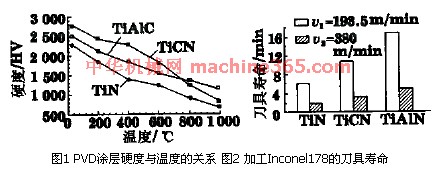
尽管PVD涂层显示出很多优点,但一些涂层如Al2O3和金刚石则倾向于采用CVD涂层技术。Al2O3是一种耐热和抗氧化很强的涂层,它能够将刀具体和切削产生的热量隔离开。通过CVD涂层技术,还可以综合各种涂层的优点,以达到最佳的切削效果,满足切削加工的需要。例如。TiN具有低摩擦特性,可减少涂层组织的损耗,TiCN可降低后刀面的磨损,TiC涂层硬度较高,Al2O3涂层具有优良的隔热效果等。
涂层硬质合金刀具与硬质合金刀具相比,无论在强度、硬度和耐磨性方面均有了很大提高。车削硬度在HRC45~55的工件,低成本的涂层硬质合金可实现高速车削。近年来,一些厂家应用改进涂层材料等方法,使涂层刀具的性能有了极大的提高。如美、日的一些厂家采用瑞士AlTiN涂层材料和新涂层专利技术生产的涂层刀片,硬度高达HV4500~4900,可在498.56m/min的速度时切削硬度HRC47~58的模具钢。在车削温度高达1500~1600°C时仍然硬度不降低、不氧化,刀片寿命为一般涂层刀片的4倍,而成本只有30%,且附着力好。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|